En impresión 3D FDM, la boquilla es una de las piezas más pequeñas pero condiciona directamente el detalle, el tiempo y la resistencia de cada pieza. En esta guía te enseño cuándo usar una boquilla 0.2 mm y cuándo una 0.4 mm, con ejemplos reales sobre la Bambu Lab A1.
Qué cambia entre una boquilla 0.2 y una 0.4
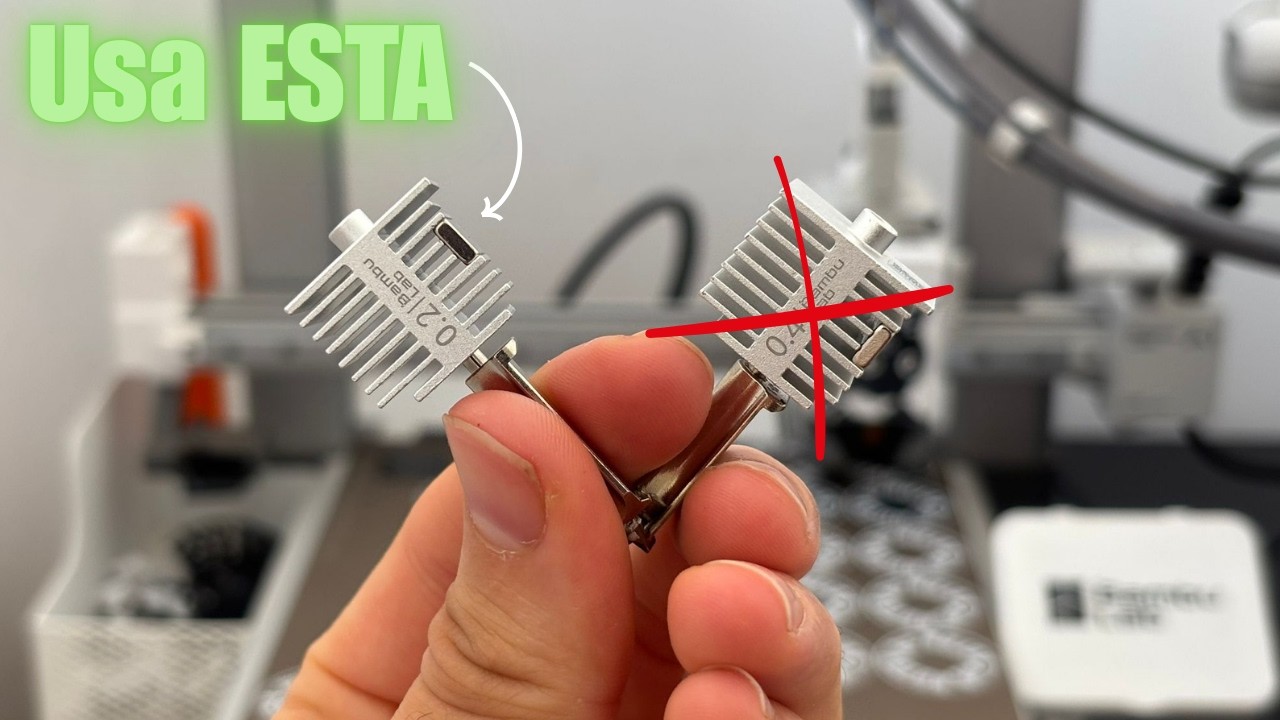
La diferencia es el diámetro del hilo de plástico fundido que sale por la boquilla. Eso repercute en cuatro puntos clave:
- Detalle: la 0.2 captura textos pequeños, relieves finos y siluetas afiladas que la 0.4 emborrona.
- Velocidad: la 0.4 imprime mucho más rápido porque deposita el doble de material por pasada.
- Resistencia: las paredes más gruesas de la 0.4 aguantan más fuerza.
- Fiabilidad: la 0.4 se atasca menos y tolera mejor materiales técnicos.
Cuándo usar boquilla 0.2 mm
Es la boquilla que recomiendo cuando el resultado final depende de detalles finos. Algunos ejemplos:
- Figuras y miniaturas con detalles pequeños (caras, texturas de ropa, escamas).
- Piezas decorativas donde la calidad de acabado lateral importa más que la durabilidad.
- Textos y logos grabados con letra pequeña (como los que enseño en el vídeo sobre el llavero).
- Relieves finos que quedan borrosos con una boquilla mayor.
Si imprimes un llavero con un logo de detalle fino, la 0.2 puede marcar la diferencia entre que se lea bien o que parezca una mancha.
Cuándo usar boquilla 0.4 mm
La boquilla por defecto de la Bambu Lab A1. Es la opción sensata cuando prima el rendimiento:
- Trofeos, llaveros grandes y piezas voluminosas donde la velocidad cuenta.
- Prototipos funcionales, soportes y piezas técnicas que deben aguantar esfuerzos.
- Materiales técnicos (PETG, ASA, nylon, fibra de carbono) donde una boquilla fina se atasca.
- Producción en serie: menos tiempo por pieza = más margen.
Tabla rápida según el tipo de pieza
- Miniatura con detalle → 0.2
- Trofeo personalizado → 0.4
- Llavero con logo grande → 0.4
- Llavero con logo fino o con texto pequeño → 0.2
- Prototipo funcional → 0.4 (o mayor si la pieza es grande)
- Figura coleccionable → 0.2
- Producción en serie corta → 0.4
Regla práctica: si dudas, empieza por 0.4. Cambia a 0.2 solo cuando el resultado final te esté pidiendo más detalle del que la 0.4 puede dar.
Cambio de boquilla en la Bambu Lab A1
En la A1, el cambio de boquilla es sencillo y está bien documentado. El proceso básico:
- Precalienta el hotend para que el material se suelte.
- Retira el filamento desde el panel antes de desmontar.
- Desmonta el hotend siguiendo las instrucciones oficiales.
- Sustituye la boquilla y vuelve a montar con cuidado.
- En Bambu Studio, actualiza el perfil de boquilla al valor real (0.2 o 0.4) y calibra flujo antes de imprimir en serio.
El paso de actualizar el perfil en Bambu Studio es el que más gente olvida: si dejas el perfil de 0.4 con una boquilla de 0.2 puesta, vas a sacar resultados muy malos.
Ajustes recomendados en Bambu Studio al cambiar de boquilla
No basta con cambiar la boquilla física: el slicer tiene que saber qué está usando. Estos son los ajustes clave que reviso siempre al pasar de 0.4 a 0.2 (o al revés):
Altura de capa
- Boquilla 0.2: altura de capa entre 0.05 y 0.16 mm. Para detalle extremo, 0.08 mm.
- Boquilla 0.4: altura de capa entre 0.12 y 0.28 mm. El "sweet spot" es 0.20 mm para la mayoría.
Ancho de línea
- 0.2: ancho de línea 0.20 mm por defecto, puedes subir a 0.24 para un poco más de velocidad.
- 0.4: 0.40 por defecto, hasta 0.48 para piezas gruesas.
Velocidad
La boquilla 0.2 no aguanta las mismas velocidades que la 0.4 porque el caudal máximo es mucho menor. Baja la velocidad al 60–70% de lo que usarías con la 0.4, o te arriesgas a under-extrusion, capas saltadas y atascos.
Temperatura
Con boquilla más fina, conviene subir la temperatura de impresión 5–10 °C respecto al perfil estándar. El plástico tiene que fluir con menos resistencia por un orificio más pequeño.
Tiempos reales comparados
Para dar una idea concreta, un trofeo de 120 g que con boquilla 0.4 y altura 0.20 mm tarda ~6 horas, con boquilla 0.2 y altura 0.10 mm puede subir a 18–22 horas. Por eso sólo uso la 0.2 cuando el detalle es imprescindible.
En un llavero de 10 g:
- 0.4 / 0.20 mm: ~12 minutos
- 0.2 / 0.12 mm: ~28 minutos
Combinar boquillas en un mismo pedido
Un truco que uso en producción: si tengo un pedido mixto con piezas grandes y miniaturas, imprimo los trofeos y llaveros grandes con 0.4, y cambio a 0.2 sólo para las piezas pequeñas con detalle fino. Es 10 minutos de cambio de boquilla pero ahorra horas totales de impresión.
Preguntas frecuentes
¿Puedo imprimir PETG con boquilla 0.2?
Se puede pero no lo recomiendo. El PETG es más viscoso y tiende a atascar boquillas pequeñas. Con PETG usa 0.4 o 0.6.
¿La boquilla 0.2 se gasta más rápido?
Sí, porque cualquier resto o abrasión afecta más a un orificio pequeño. Si imprimes mucho con ella, plantéate una boquilla de acero endurecido.
¿Merece la pena una 0.6 o 0.8 para piezas grandes?
Sí si imprimes volumen. Una 0.6 con altura 0.30 mm puede hacer un trofeo grande en la mitad del tiempo que una 0.4. Pierdes detalle pero ganas producción.
¿En qué orden debo cambiar boquillas si trabajo con varias?
Ordena tu producción por tamaño de boquilla para minimizar cambios: primero todo lo de 0.4, luego todo lo de 0.2. Cambiar cuesta unos 10 minutos entre calentar, sacar, montar y calibrar.
¿La Bambu Lab A1 admite otras boquillas que no sean Bambu Lab?
Sí, con adaptadores. Hay boquillas compatibles de otras marcas que cuestan bastante menos. Pero usa las oficiales al principio hasta que tengas confianza con el proceso de cambio.
Conclusión
No hay una boquilla "mejor". La 0.4 es la respuesta correcta el 80% del tiempo y la que recomiendo como punto de partida para cualquiera con una Bambu Lab A1. La 0.2 es tu aliada cuando el cliente te pide esos detalles que hacen que la pieza parezca otra cosa. Y si imprimes piezas grandes en serie, la 0.6 o 0.8 te puede doblar la producción.
Te recomiendo también leer el post sobre cómo hacer llaveros 3D desde una imagen y el de reducir purgas en multicolor, que complementan este tema si trabajas con llaveros personalizados.
Si te interesa ver el proceso completo con ejemplos reales de ambos acabados, dale play al vídeo de arriba.